UDDEHOLM DIEVAR
Pulver für die additive Fertigung
Uddeholm Dievar ist ein etablierter Warmarbeitsstahl. Seine erstklassige Kombination aus Zähigkeit und Warmfestigkeit führt in vielen Fällen zu deutlich längeren Standzeiten. Seit einigen Jahren ist Dievar auch als Pulver für die additive Fertigung verfügbar. Das Zusammenspiel der Möglichkeiten der additiven Fertigung mit dem einzigartigen Eigenschaftsmix von Dievar kann zu deutlichen Produktivitätssteigerungen und Kosteneinsparungen im Druckgießprozess führen.
Uddeholm Dievar ist ein etablierter Warmarbeitsstahl und wird weltweit vor allem für Druckgussformen eingesetzt. Er bietet eine herausragende Zähigkeit, Warmfestigkeit und Einhärtbarkeit. Insbesondere beim Gießen von Strukturteilen kommen die Vorteile dieses Eigenschaftsmix zum Tragen. Damit trägt der Trend zu gegossenen Strukturteilen aus Aluminium zum Erfolg von Dievar bei. Ein Meilenstein in der „Vita“ von Dievar war die Erhöhung der garantierten Kerbschlagbiegearbeit von 19 auf 25 Joule (Charpy-V Werte nach Lieferrichtlinie NADCA #207; „Capability“). Durch Optimierungen in der Stahlherstellung konnte die Zähigkeit insbesondere bei großen Abmessungen gesteigert werden.
Diesen Vorteil geben wir an unsere Kunden durch erhöhte Garantien weiter. Damit nimmt Dievar eine einzigartige Stellung unter den Warmarbeitsstählen ein. Dieses wird unter anderem dadurch sichtbar, dass er in der Kategorie „Typ C1850“ in der NADCA #207 eingeordnet ist. In dieser Kategorie sind die Warmarbeitsstähle mit einer hohen Warmfestigkeit (2,0 – 3,3 Gew.-% Molybdän) und gleichzeitig hohen Zähigkeit (mindestens 25 Joule Kerbschlagbiegearbeit nach Lieferrichtlinie NADCA #207; „Capability“) aufgelistet.
Auch seine Eignung als Schweißzusatzwerkstoff konnte Dievar unter Beweis stellen. Wie bei vielen anderen Sonderlegierungen bietet Uddeholm Schweißzusatzwerkstoffe aus Dievar an. Denn in bestimmten Fällen ist ein artgleicher Schweißzusatzwerkstoff notwendig oder sinnvoll. Neben den guten mechanisch-technologischen Eigenschaften zeigt sich, dass Dievar sehr gut schweißbar ist. Dievar Schweißzusatzwerkstoffe gibt es als MMA-Elektroden, MIG-Draht, WIG-Drähte und Drähte für das Laserschweißen.
Diese gute Schweißbarkeit ist eine wesentliche Eigenschaft, die zur Entwicklung von DIEVAR-Pulver für die additive Fertigung führte. Wir bieten Dievar-Pulver für das Pulverbettverfahren L-PBF (Pulvergröße 20 – 50 µm) und für das Laser Metal Deposition – Verfahren LMD (Pulvergröße 50 – 150 µm) an.
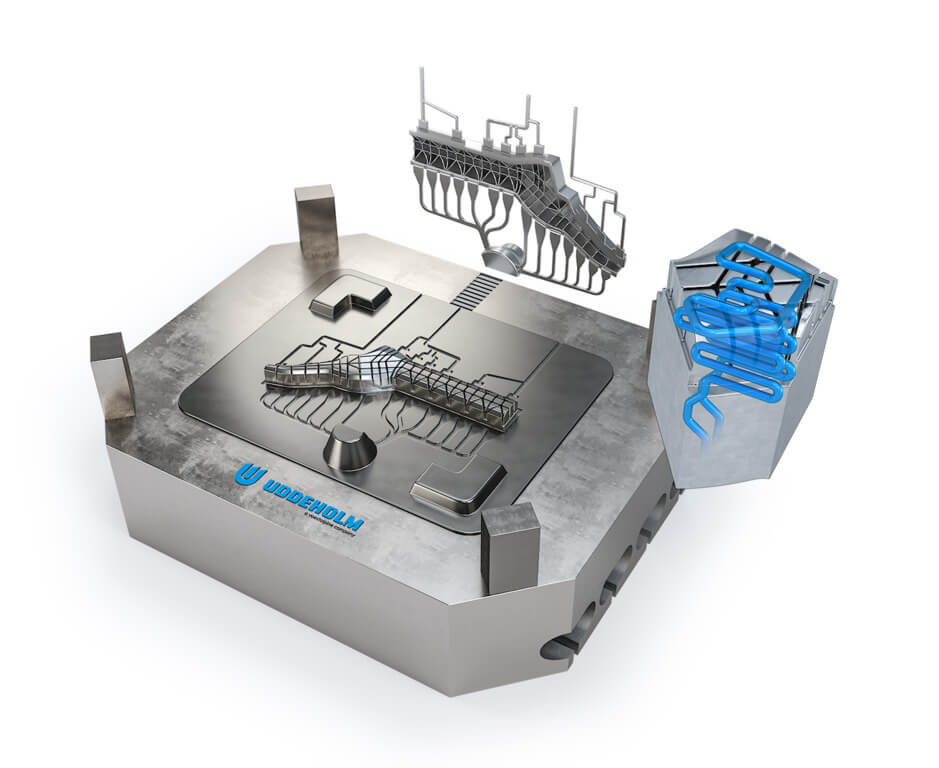
Für Einsätze für Druckgusswerkzeuge hat sich unter den additiven Verfahren das Pulverbettverfahren L-PBF etabliert. In bestimmten Fällen ist eine wirtschaftliche Herstellung von Aluminiumdruckgussteilen ohne diese Technologie nicht mehr möglich. Das Pulverbettverfahren bietet eine hohe Designfreiheit und Genauigkeit, wodurch komplexe Geometrien mit inneren Strukturen hergestellt werden können.
In den meisten Fällen wird dieses Verfahren für eine effiziente Temperierung der Einsätze verwendet.
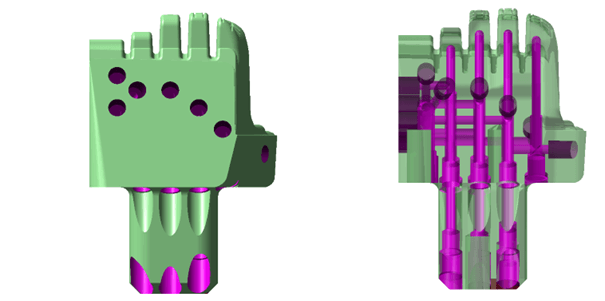
Additiv gefertigte Einsätze für den Druckguss werden teilweise leider noch aus 1.2709 -Pulver gedruckt. Und dies nicht wegen der guten Performance im Gießprozess, sondern wegen der guten „Druckbarkeit“. Der nickellegierte Maragingstahl 1.2709 hat aber im Druckguss gravierende Nachteile (sh. Faktenbox 1). Hervorzuheben ist, dass die Zähigkeit von Dievar aus der additiven Fertigung höher ist als bei Dievar-Stabstahl. Und Dievar-Stabstahl ist wesentlich zäher als Standard-Premium-Warmarbeitsstähle wie 1.2343 ESU. Da Dievar als Pulver und Stabstahl verfügbar ist, ist die Fertigung von hybriden Bauteilen aus Dievar kein Problem. Unter einer hybriden Fertigung versteht man den additiven Aufbau von Strukturen auf bereits bestehenden Halbzeugen, die konventionell gefertigt wurden. Dadurch können Fertigungskosten deutlich gesenkt werden – sh. Bild 1.
Oben – Additiv gefertigter Bereich:
I.d.R. der Konturbereich, wo durch einen dreidimensionalen Verlauf der Kühlkanäle eine
optimale Temperierung erzielt wird.

Unten – Konventionell gefertigter Bereich:
Der Bereich, wo die Geometrie bzw. die Kühlkanäle konventionell gefertigt werden. Hier bietet die additive Fertigung keine Vorteile und es können Kosten reduziert werden.
Fakt 1 – Vorteile von additiv gefertigten Bauteilen aus Dievar gegenüber 1.2709
> Deutlich höhere Zähigkeit (Zähigkeit ist sogar höher als Dievar Stabstahl)
> Deutlich höherer Widerstand gegen Metallkorrosion (Ni-freier „normaler“ Warmarbeitsstahl)
> Höhere Wärmeleitfähigkeit (29,4 W/mK bei 400 °C)
> Stabile Eigenschaften, da keine Gefügeumwandlung in Austenit bei hohen Temperaturen
> Co-frei
Wichtig für die Gießerei ist, dass wir als voestalpine die komplette Fertigungstiefe anbieten können. Ist man im Besitz eines eigenen Druckers, liefern wir „nur“ das Dievar-Pulver. Möchte der Kunde das Bauteil selbst auslegen und designen, führen wir das Lohndrucken inklusive der Wärmebehandlung durch. Wir bieten auch das Design und die Simulation an.
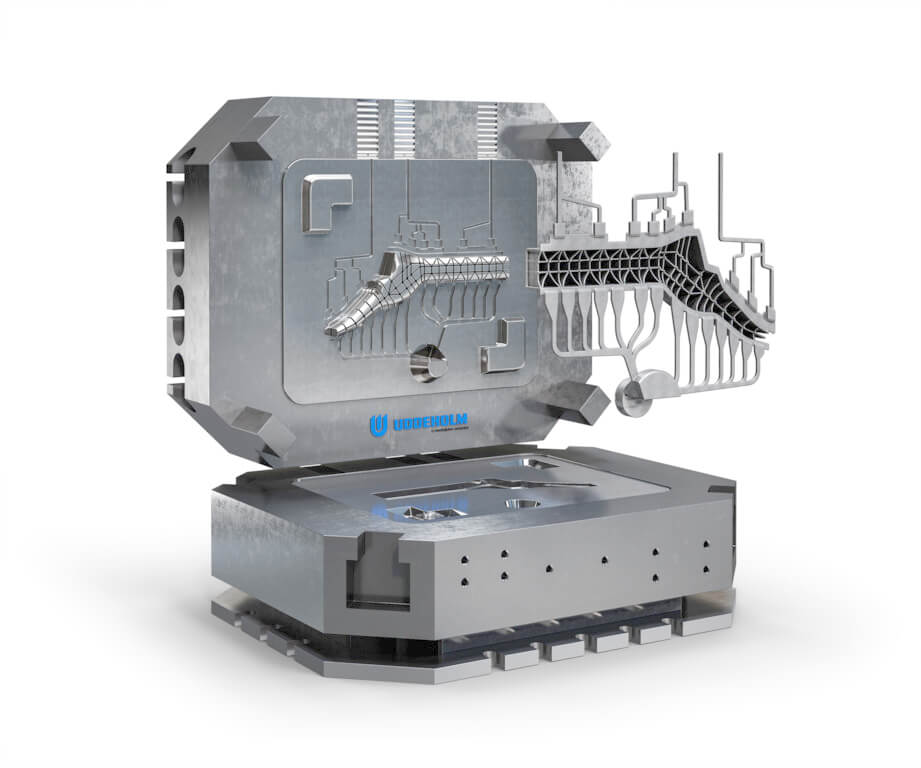
Wenn der Kunde es wünscht, fertigen wir ein einsatzfertiges Bauteil, das heißt inklusive mechanische Bearbeitung und gegebenenfalls Oberflächenbehandlung (Polieren, PVD-Beschichtung, Texturierung, Nitrierung, etc.) – sh. Bild 2

Die Auslegung der Temperierung erfordert entsprechendes Wissen und Erfahrung. Unsere Marktanalysen zeigen, dass die hohe Designfreiheit auch leicht zu einem ungeeigneten Kühlkanaldesign führen kann. In den meisten Fällen wünschen die Kunden daher, dass wir auch das Design und die Simulation ausführen. Denn wir kennen und verstehen sowohl den Gießprozess als auch die additive Fertigung. Durch unsere langjährige Erfahrung haben wir uns diesbezüglich ein umfangreiches Know-How aufgebaut und verwenden dafür geeignete Design- und Simulations-Software.
Oft hört man von Gießereien den Satz: „Die additive Fertigung von Einsätzen ist mir zu teuer“. Betrachten wir die Aussage unter zwei Aspekten:
Aspekt 1: Vergleich der Beschaffungskosten eines Einsatzes
In vielen Fällen sind additiv gefertigte Einsätze teurer als konventionell gefertigte Einsätze. Zu berücksichtigen ist aber, dass der Kostenunterschied von additiv gefertigten Bauteilen zu konventionell gefertigten Bauteilen von der Komplexität des Bauteils abhängt. Je komplexer das Bauteil, desto günstiger ist im Vergleich die additive Fertigung, da hier die Komplexität keinen Einfluss auf die Kosten hat. In bestimmten Fällen ist die additive Fertigung sogar günstiger, besonders wenn es sehr aufwendige konventionell gefertigte Kühllösungen sind – sh. Bild 4 rechts.
Aspekt 2: Vergleich der Kosten pro gegossenes Teil
Bei der Verwendung von additiv gefertigten Einsätzen sollte man wie bei jeder Technologie verstehen, welchen Nutzen man durch die Verwendung erzielen will. Will man z.B. die Zykluszeit verkürzen, die Gesamtanlageneffektivität erhöhen, die Ausschussrate senken oder die Standzeit des Einsatzes erhöhen. Bei der Betrachtung ist es wichtig, die Kostenstruktur des gegossenen Teils und insbesondere die „verborgenen Kostenfallen“, z.B. ungeplante Maschinenstillstandzeiten zu kennen – sh Faktenbox 2. Am Ende sollen die Kosten pro gegossenes Teil gesenkt werden. Mit unserem Kalkulationstool können wir Sie hierbei gerne unterstützen. Unsere Erfahrungen zeigen, dass sich auch höhere Investitionen in die Form schnell amortisieren können und am Ende ist oft auch der „Experte“ überrascht, welche Kosteneinsparungen möglich sind.
Fakt 2 – Kostenarten beim gegossenen Bauteil, die durch das Werkzeug beeinflusst werden:
> Werkzeugkosten: Anschaffungskosten pro Form bzw. Einsatz
> Standzeit der Form: Bestimmt die Anzahl der benötigten Einsätze bzw. Formen für das Projekt
> Zykluszeit
> Maschinenstillstandzeiten (u.a. für Reparatur & Wartung, Anfahren, Werkzeugreinigung, …)
> Ausschussrate
> Kosten für Reparatur und Instandhaltung der Form
> Kosten für Nacharbeit („Putzen“) des Gussteils
Betrachten wir ein konkretes Beispiel, wo folgende Ausgangsbedingungen vorlagen:
> Maschinenstundensatz der Druckgussmaschine: 295 € pro Stunde
> Durchschnittliche Anlagenverfügbarkeit: 77 %
> Reinigungsaufwand aufgrund von „Belagbildung“: ca. 21 Minuten pro Schicht
> Zykluszeit: 73 Sekunden
> Ausschussrate: 8,2 %Materialmix möglich, da verschiedene Pulver verarbeitet werden können
> Benötigte Gussteile für das Projekt: 450.000 Gussteile
Es wurde ein additiv gefertigter Einsatz mit konturnaher Kühlung in den Schieber eingebaut. Die zusätzlichen Kosten betrugen 3.902 € pro Schieber beziehungsweise 39.020 € für das Projekt, da 10 Schieber benötigt wurden.
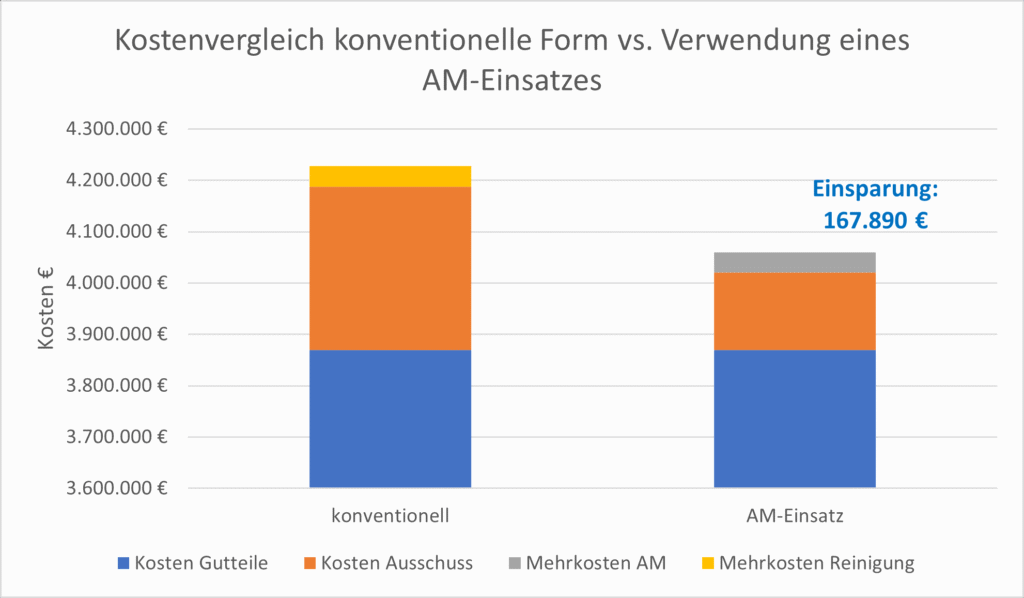
Durch die Verwendung der additiv gefertigten Einsätze wurden folgende Optimierungen erreicht:
- Ausschussrate sank von 8,2 % auf 3,9 % => Einsparung von 166.410 €;
ca. 37 Cent pro Gussteil - Aufgrund der niedrigeren Oberflächentemperatur bildete sich am additiv gefertigten Einsatz kein „Belag“.
In anderen Bereichen musste aber „Belag“ entfernt werden. Der Zeitaufwand sank auf ca. 7 Minuten pro Schicht => Einsparung von 40.500 €; ca. 9 € pro Bauteil
Neben dem Pulverbettverfahren spielt auch das Laser Metal Deposition (LMD) – Verfahren im Werkzeugbau bzw. den Gießereien eine Rolle. Beim LMD-Prozess wird ein Bauteil oder der Bereich eines Bauteils über Laser-Pulverauftragsschweißen generiert. Aus unserer Sicht steht das LMD-Verfahren nicht im Wettbewerb zum Pulverbett L-PBF – Verfahren, da es eigene Möglichkeiten aufweist und damit andere Anwendungszwecke hat. Tabelle 1 gibt eine Übersicht über die Unterschiede beider Prozesse.
| Pulverbett L-PBF | Laser Metal Deposition (LMD) | |
|---|---|---|
| Größe der Teile | Länge etwa 250 – 400 mm | Auch Längen > 1.500 mm möglich |
| Designfreiheit | Können komplexe Geometrien mit inneren Strukturen hergestellt werden | Im Vergleich deutlich geringer |
| Toleranzen | +/- 0,2 mm oder DIN 2768m | < 1mm |
| Aufbau auf Grundkörper | Ausgangsfläche muss eben sein | Ausgangsfläche muss NICHT eben sein |
| Aufbaurate | Gering | Hoch |
| Verwendung unterschiedlicher Pulver | Nicht möglich in einem Bauprozess | möglich |
| Oberflächenqualität nach „Drucken“ | Ra ~5 – ~30 µm (abhängig vom Bauwinkel) => Passflächen müssen zwingend nachbearbeitet werden, Angussbereiche ggf. nicht | Rz > 100 µm => Nacharbeit ist notwendig |
Aufgrund dieser Vorteile setzen wir das LMD-Verfahren zur Wiederinstandsetzung von Einsätzen ein. Auch diesbezüglich ist der LMD-Prozess als Ergänzung und nicht als Wettbewerb zu klassischen Schweißverfahren zu sehen. Der Aufwand für die Vorbereitungen ist höher als bei manuellen Schweißverfahren und damit ist der Prozess nicht so flexibel einsetzbar. Dafür ist beim LMD-Prozess die Qualität der Schweißung im Allgemeinen wesentlich höher und der Prozess reproduzierbarer, siehe Fakt 3.
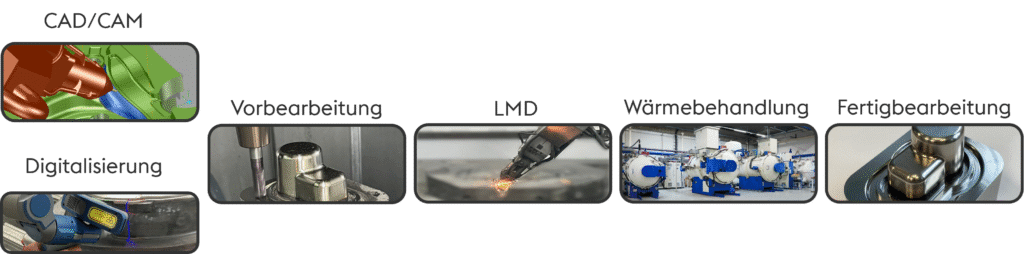
Bild 5 zeigt die digitalisierte Prozesskette für die Wiederinstandsetzung von Einsätzen am voestalpine Additive Manufacturing Center in Düsseldorf.
Fakt 3: Vorteile des LMD-Verfahrens gegenüber konventionellen Schweißverfahren:
> Geringe Wärmebeeinflusste Zone (WBZ); die WBZ ist eine der Hauptausfallursachen von Schweißungen
> Hochpräziser Werkstoffauftrag – Endkonturnahes Generieren
> Geringe thermische Belastung und dadurch geringerer Verzug
> Hohe Reproduzierbarkeit durch automatisierte und digitalisierte Prozesskette
> Materialmix möglich, da verschiedene Pulver verarbeitet werden können
Neben den verfahrenstechnologischen Vorteilen, die der LMD-Prozess bietet, darf die Werkstoffauswahl nicht vernachlässigt werden. Die voestalpine testet ihre Werkstoff- und Service-Lösungen für die Gießereitechnik meist in Zusammenarbeit mit dem Österreichischen Gießerei-Institut ÖGI. So wurden auch Proben aus Dievar getestet, die durch das Laser Metal Deposition gefertigt wurden. Die Ergebnisse auf den Prüfständen bestätigen, dass die herausragenden Materialeigenschaften von Dievar auch bei der Verarbeitung im LMD-Prozess zum Tragen kommen. Insbesondere zeigte sich ein hoher Widerstand gegen thermische Ermüdung. Bild 6 fasst die Ergebnisse dieses Tests zusammen.
Werkstoffeigenschaften Prüfstandtestergebnisse
ÖGI – ÖSTERREICHISCHEN GESELLSCHAFT FÜR IMPLANTOLOGIE

PARAMETER DES LAUFS:
Tauchzeit:
Abwechselnd Aluminiumschmelze (AISi9Cu3(Fe)) für 5 Sek. <>
entkalktes Wasser für 5 Sek.
Temperaturen:
» Aluminiumschmelze 690°C
» entkalktes Wasser Raumtemperatur
Testdauer:
5000 Testzyklen
Messung:
»Rissflächenanteil: Maß für Ausbildung eines Brandrissnetzwerks
(je weniger Risse und je kürzer desto besser ist die erwartete Standzeit
und desto geringer sind die Wartungsintervalle)
ERGEBNISSE:
» Weniger und kürzere Risse in Dievar als 1.2343 ESU
» Dievar performt ca. doppelt so gut wie 1.2343 ESU
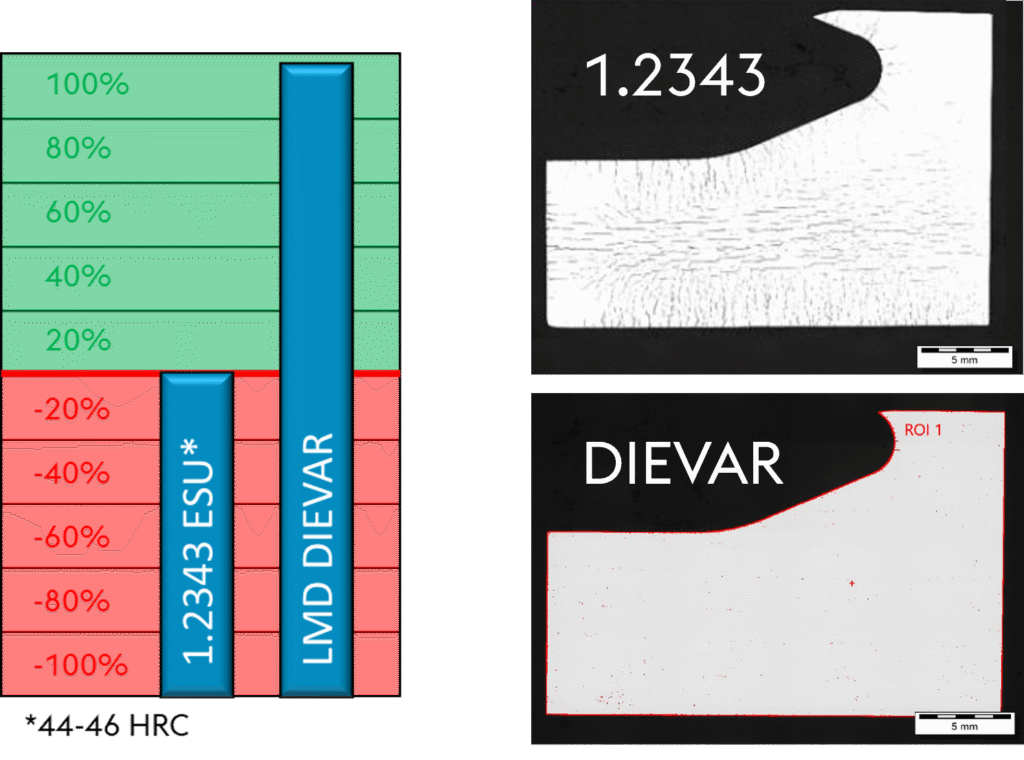
FAZIT: Wahrscheinlichkeit für das Wiederauftreten von Brandrissen wird deutlich reduziert!
Die Kombination aus den Möglichkeiten des LMD-Prozesses und der Verwendung des Warmarbeitsstahlpulvers Dievar ist unter anderem für folgende Fälle einer Wiederinstandsetzung ideal:
> Flächiges Wiederinstandsetzen von Formoberflächen, z.B. bei Brandrissen
> Wiederaufbau von Geometrien, wie Dichtnuten, Stege oder Domen
> Lokale Geometrieänderungen
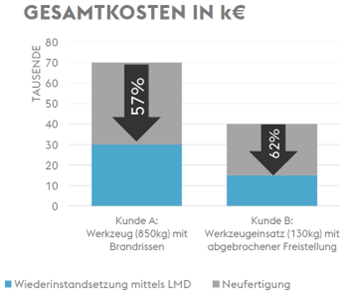
Bild 7 zeigt den Kostenvorteil einer Wiederinstandsetzung gegenüber einer Neufertigung an zwei Beispielen von Einsätzen für den Aluminiumdruckguss.
Selbstverständlich können Sie als Gießer auch „nur“ das Dievar-Pulver für das Pulver-Laserauftragsschweißen kaufen. Wir möchten aber betonen, dass die Beherrschung der in Bild 5 beschriebenen Prozesskette aus unserer Sicht viel Erfahrung benötigt.
Ein Formeinsatz mit Stegen für Dichtnuten ist ein gutes Beispiel die Unterschiede zwischen dem Pulverbett L-PBF – Verfahren als Neuanfertigung und dem LMD-Prozess als Wiederinstandsetzung aufzuzeigen. Das grundsätzliche Problem beim Gießen von Dichtnuten ist, dass der Formeinsatz lange und dünne Stege aufweist, also Bereiche mit viel Oberfläche bezogen auf das Volumen. Dies hat zur Folge, dass sich die Stege nach dem Füllen der Kavität mit der Metallschmelze sehr schnell aufheizen und beim Sprühen schnell abkühlen. Dies führt aufgrund der Wärmeausdehnung zu hohen Spannungen in den Stegen und letztendlich zu Spannungsrissen. Wie oben beschrieben, kann man solchen Herausforderungen durch die Kombination von angepasstem Kühlkanaldesign und richtiger Werkstoffauswahl begegnen. Liegen die Kühlkanäle unter den Stegen – oder anders ausgedrückt, „folgen“ die Kühlkanäle den Stegen – wird die Temperatur dieser Stege kontrolliert. Dies bedeutet, dass der Thermoschock massiv reduziert wird und damit auch die resultierenden Spannungen.
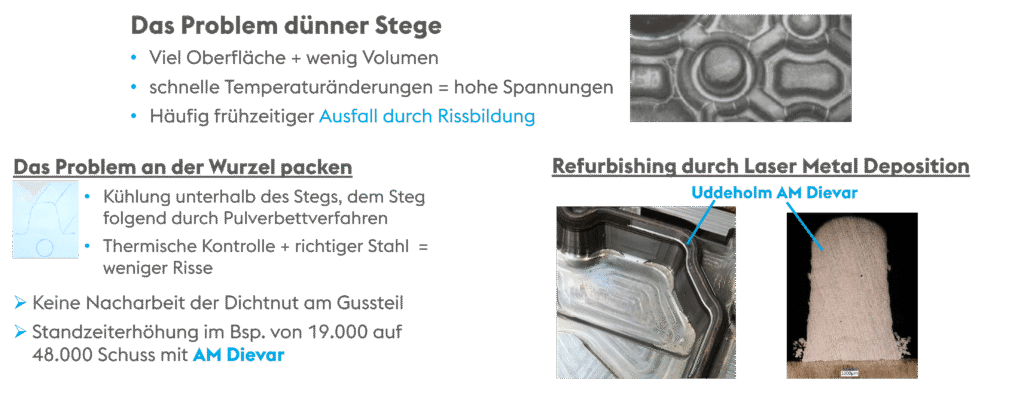
In einigen Fällen konnte das Reißen der Stege durch die Verwendung des L-PBF – Verfahrens sogar verhindert werden. Wenn aber die Stege zum Gießen von Dichtnuten Spannungsrisse aufweisen, die zu einer unzureichenden Bauteilqualität führen, muss man den Formeinsatz nicht verschrotten. Er kann durch das LMD-Verfahren wiederinstandgesetzt werden. Für beide Vorgehensweisen ist die Verwendung von Dievar-Pulver aufgrund seiner hohen Duktilität bei gleichzeitig hoher Warmfestigkeit verbunden mit der guten Verarbeitbarkeit ideal, sh. Bild 8.
Zusammenfassung
Die Gießereibranche steht vor der Herausforderung, dass die Anforderungen an die Gussteile steigen. Gleichzeitig müssen die Stückkosten gesenkt werden. Wesentliche Stellhebel für einen wirtschaftlichen Gießprozess sind unter anderem die Reduzierung der Ausschussrate, eine Erhöhung der Gesamtanlageneffektivität, höhere Standzeiten und eine Wiederinstandsetzung von Einsätzen. Das Zusammenspiel der Möglichkeiten der additiven Fertigung mit dem einzigartigen Eigenschaftsmix von Dievar kann zu deutlichen Produktivitätssteigerungen und Kosteneinsparungen in den Gießprozessen führen. Das Pulverbett L-PBF – Verfahren bietet eine hohe Designfreiheit, wodurch auch komplexe Geometrien mit inneren Strukturen hergestellt werden können. In den meisten Fällen wird dieses Verfahren für eine effiziente Temperierung der Formeinsätze verwendet. Das Laser Metal Deposition – Verfahren ist für die Wiederinstandsetzung von Formeinsätzen bestens geeignet.
In den Anfängen der additiven Fertigung für den Werkzeugbau stand bei der Pulverauswahl die Verarbeitbarkeit im Vordergrund. Daher wurden insbesondere im Pulverbettverfahren sogenannte ausscheidungshärtende Stähle verarbeitet. Heutzutage sollte aber aufgrund der hohen Anforderungen und Weiterentwicklungen in der additiven Fertigung der Fokus nicht auf der Verarbeitbarkeit, sondern auf die Leistungsfähigkeit in der Anwendung liegen. UDDEHOLM DIEVAR – Pulver für die additive Fertigung verfügt über die notwendigen Materialeigenschaften
Die Gießereibranche benötigt Partner, die innovative Lösungen anbieten und gleichzeitig den Gießprozess und seine Herausforderungen versteht. Die voestalpine High Performance Metals ist auf die Produktion und Verarbeitung von Hochleistungswerkstoffen und kundenspezifische Services fokussiert. Wir sind globaler Marktführer bei Werkzeugstahl. Unsere globale und langjährige enge Zusammenarbeit mit unseren Kunden führt zu anwendungsspezifischen Services.
UDDEHOLM DIEVAR – Pulver für die additive Fertigung als Produkt und seine Verarbeitung im Pulverbett L-PBF – Verfahren oder im Laser Metal Deposition – Verfahren zu gebrauchsfertigen Teilen sind ein Beispiel für unsere innovativen Lösungen für die Gießereibranche, um die Kosten pro Gussteil zu senken. Nehmen Sie mit uns Kontakt auf und fordern Sie uns heraus!