

Uddeholm High-Performance værktøjsstål
Shaping the World®
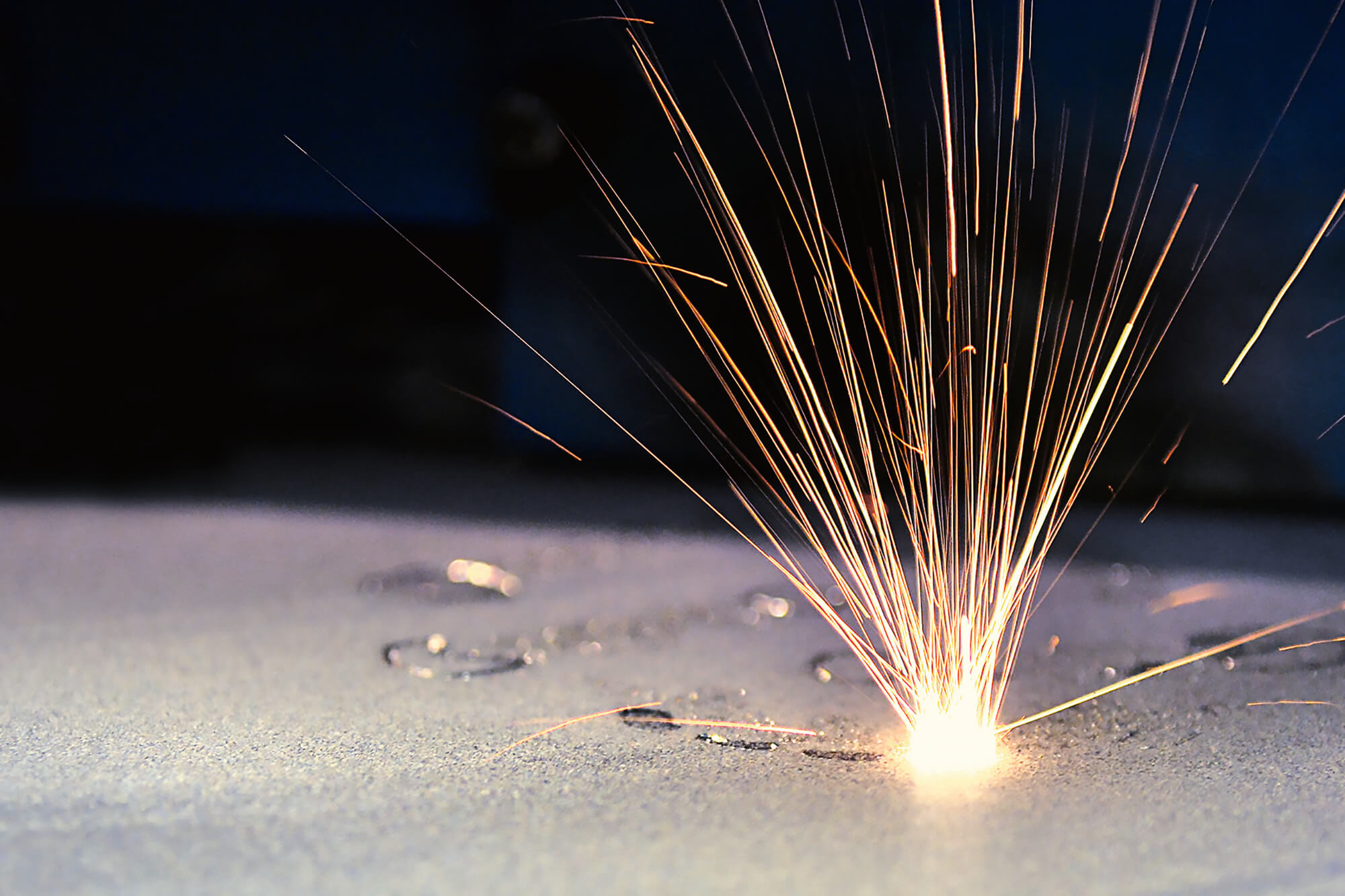
Uddeholm er verdens førende producent af værktøjsstål til industrielle værktøjer. Og det er ikke en tilfældighed. Vi lægger sjæl i hvert stykke stål og hvert trin i processen, lige fra råmaterialet til det færdige produkt. Teknologi er vigtig, lige som knowhow og produktudvikling. Men lige så afgørende er lyst og mod, styrke og fremsynethed.
Det handler om vores passion – kærligheden til svensk stål!
Ved at indlæse videoen accepterer du YouTubes privatlivspolitik
Lær mere